3D Slicen - Beispiele und Druckerverbesserungen

Als ersten Slicer habe ich Slic3r versucht, bin aber relativ schnell bei Cura gelandet, da die Ergebnisse ohne Parameter-Anpassungen gleich wesentlich besser ausgesehen haben. Letztendlich bin ich dann beim PrusaSlicerEdition gelandet. Ich werde hier anhand sehr einfacher Beispiele einige Testausdrucke präsentieren.
Für das Slicen habe ich anfangs Repetier-Host verwendet, später Octoprint und schlussendlich PrusaSlicerEdition.
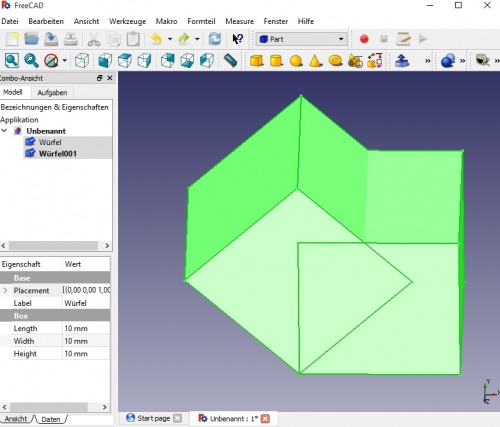
Das Modell: 1x1 Würfel, erstellt mit FreeCAD
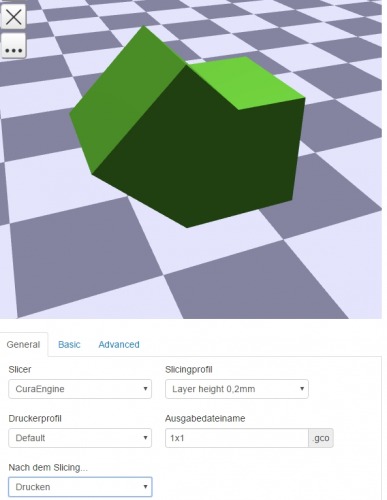
Slicer: OctoPrint und CURA
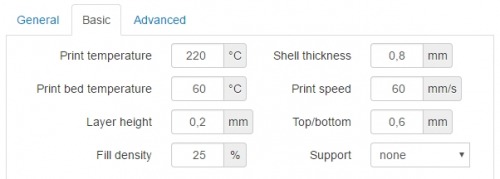
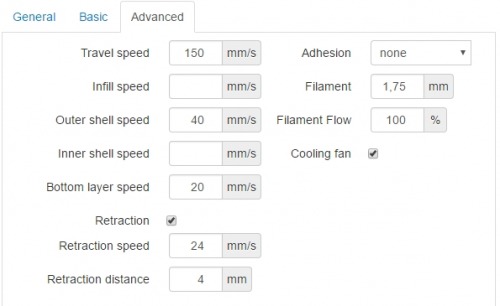
In OctoPrint habe ich folgende Einstellungen für das Slicen verwendet, als Material zuerst PLA, dann PETG

Die Ini-Dateien dazu habe ich auf dieser Webseite abgelegt: Cura Slicer Ini für Octoprint
der Druckvorgang:
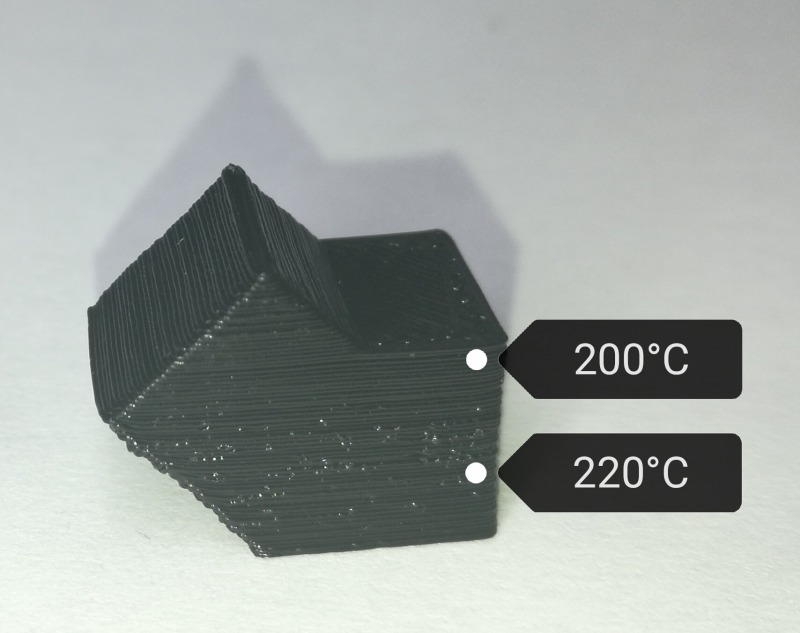
Temperatur
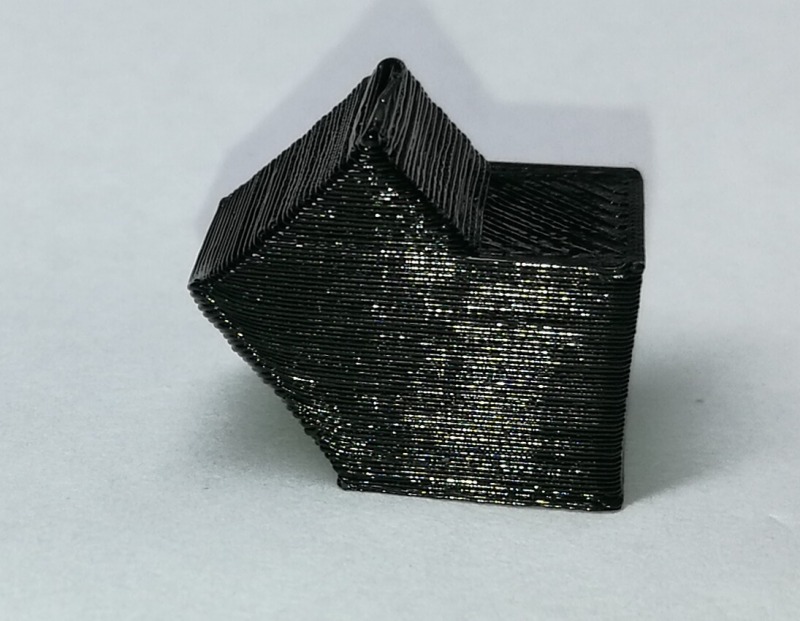
Bei zu hoher Temperatur gibt das Filament meist leichte Plopgeräusche von sich, zu wenig Temperatur führt meist zu Aussetzern im Druck, speziell bei kleineren Details
PLA:
PETG:
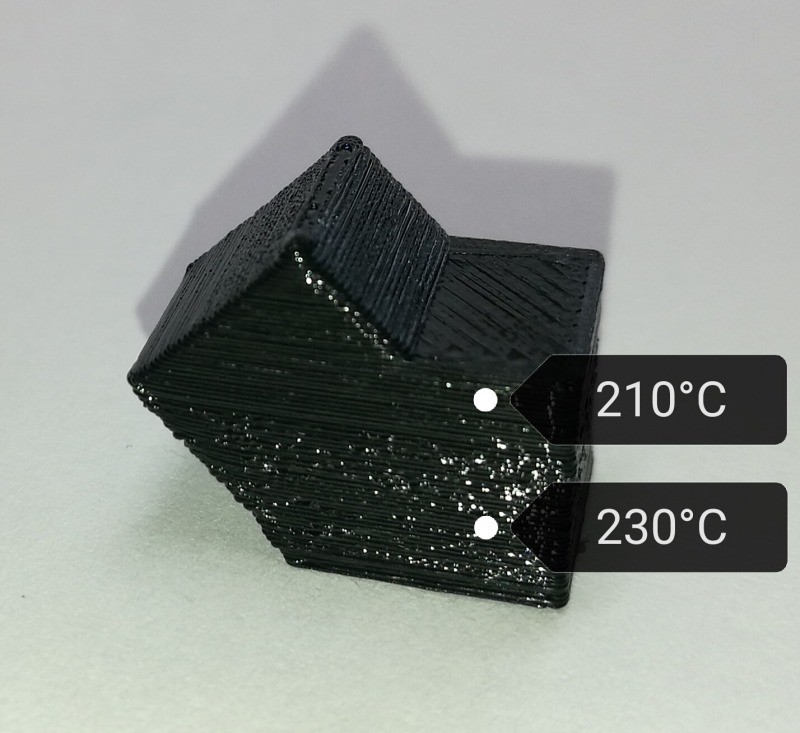
Obwohl die Oberfläche bei einer niedrigeren Temperatur sauberer wird, erreicht PETG bei höheren Temperaturen eine bessere Festigkeit, z.b. 240°C
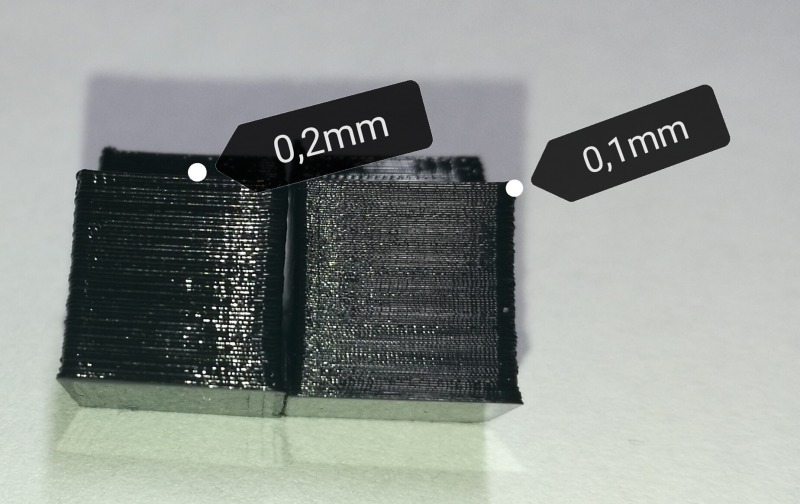
0,2mm vs. 0,1mm
Flow:
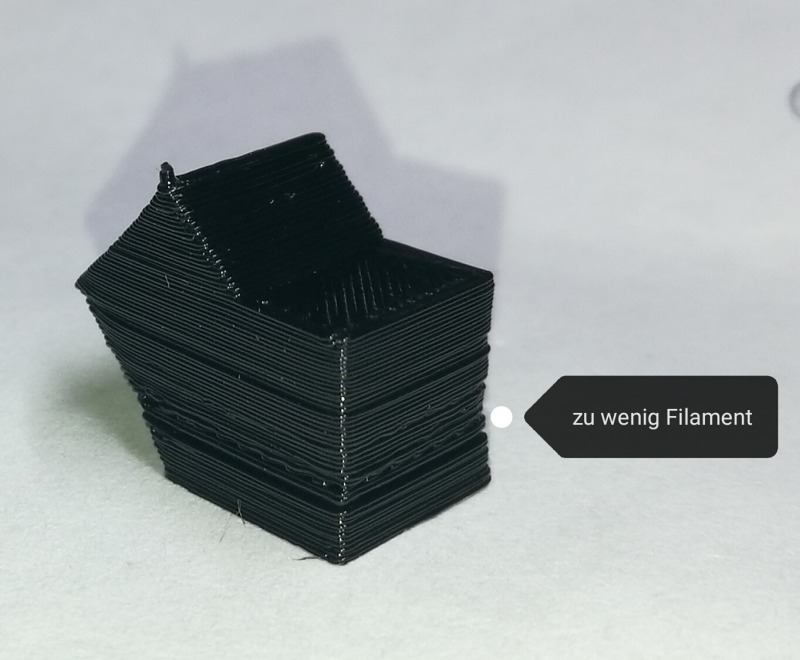
90% Flow
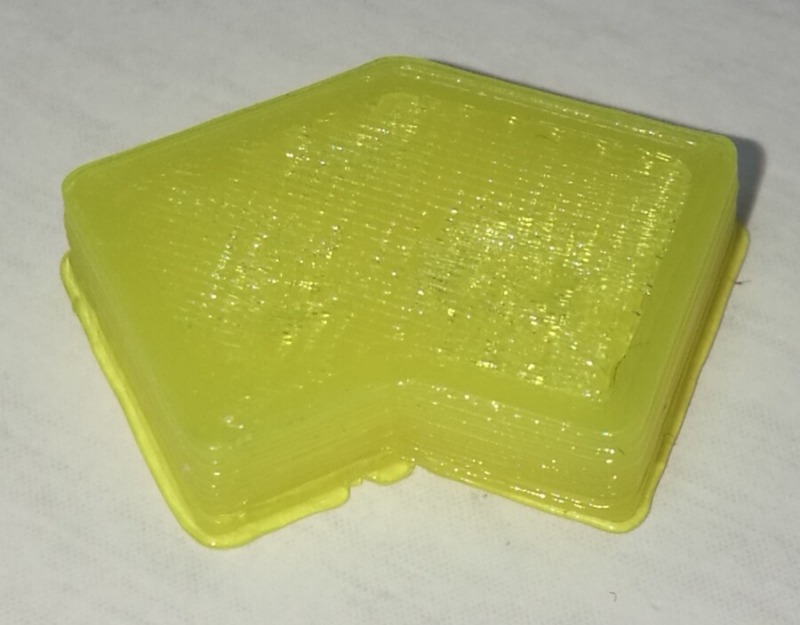
Nicht nur bei zu hoher Temperatur, auch bei zu wenig Flow wird die Oberfläche nicht so präzise:
Die Ursache für zu wenig Flow kann auch an der Filamentzuführung liegen.
110% Flow:
120-140% Flow:
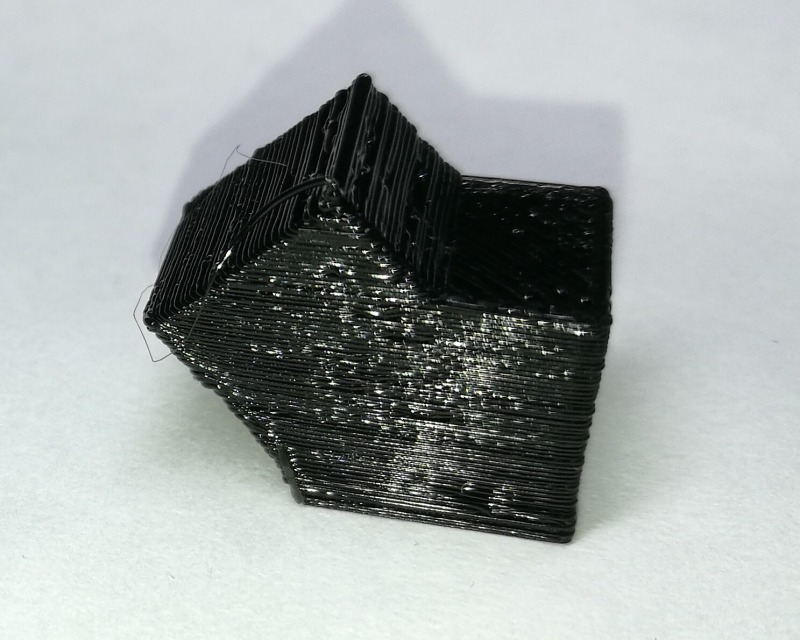
Probleme mit der Filamentzuführung
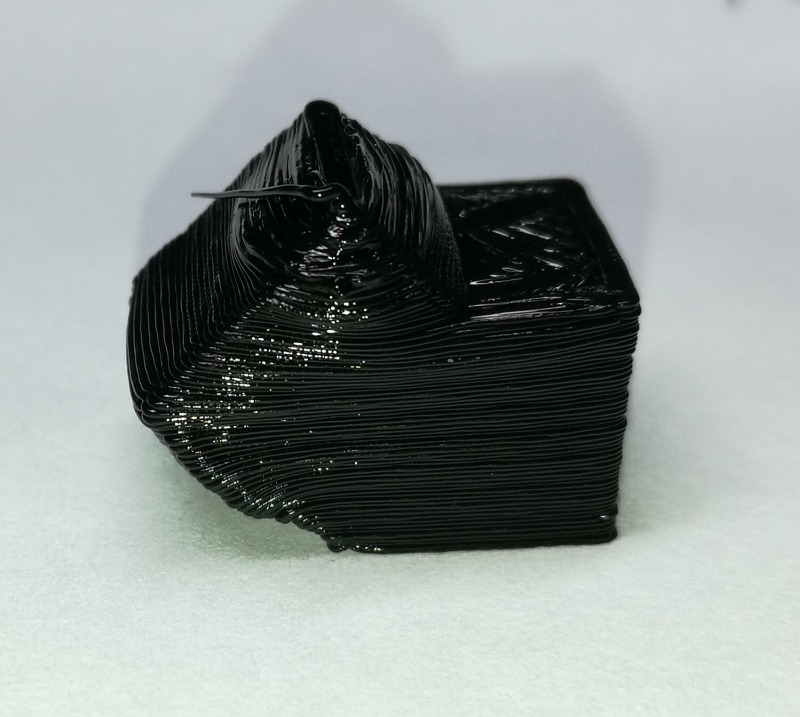
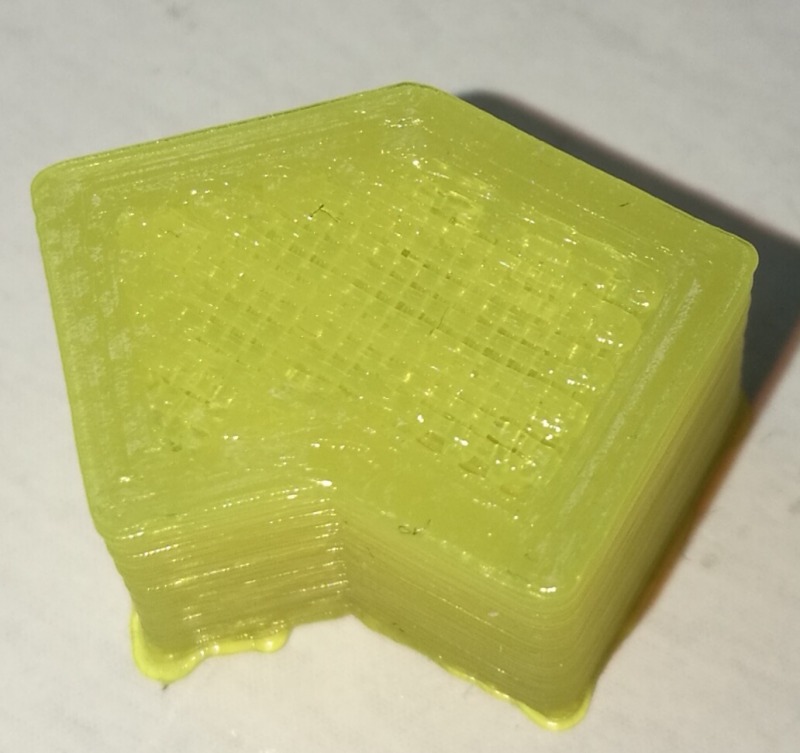
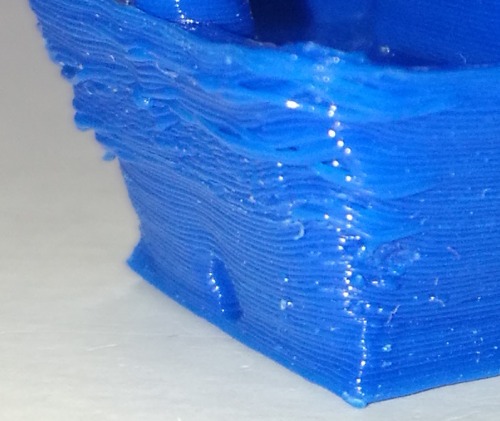
Wenn das Filament bei der Zuführung kurz blockiert wird, wirkt sich das folgendermaßen aus:
Die Ursache für das komplette Aussetzen des Filaments könnte unter anderem auch eine verstopfte Düse sein.
Unter Umständen könnte auch der Filamentdurchmesser für ein schlechtes Druckbild sorgen:
Das Filament sollte neben einer gut gelagerten Filamentrolle mit möglichst wenig Widerstand zur Nozzle führen.

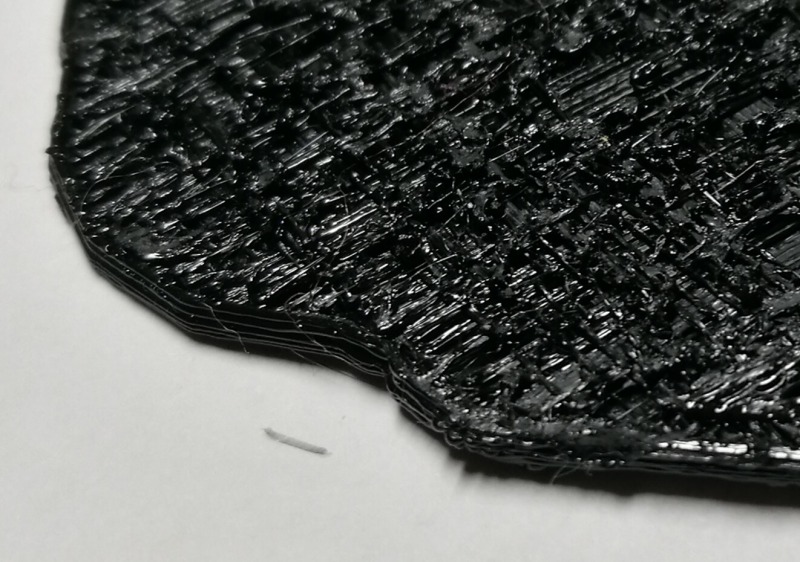
Slic3r Prusa Edition - Extrusion_width:
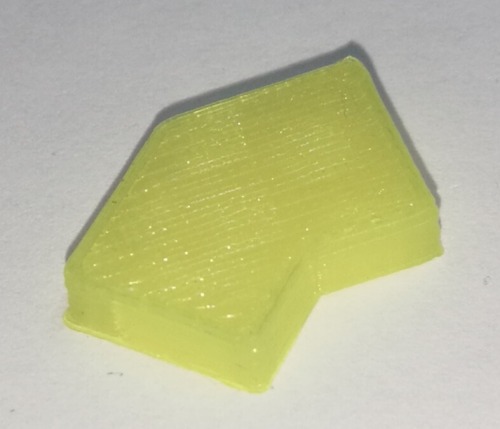
Mit den Standard-Settings hatte ich in Slic3r etwas zu wenig Extrusion_width, die Oberfläche wird dann etwas durchlässig:
den Standardwert 0, top_infill_extrusion_width auf 0.45 und das Ergebnis sieht bereits viel besser aus:
Meine aktuellen Ini-Dateien habe ich hier abgelegt: Slic3r Prusa Edition ini für Octoprint
Cooling Fan - PLA
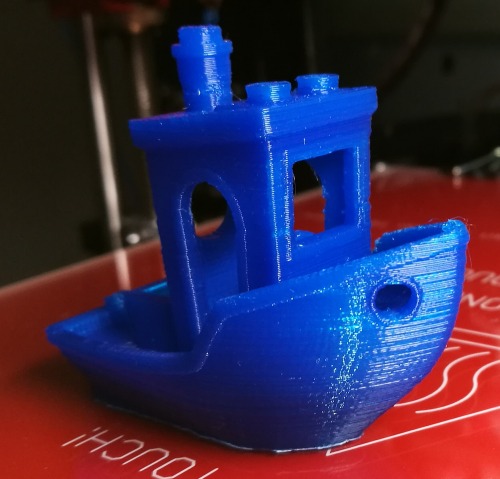
Ohne Zusatz-Lüfter auf die Druckdüse (Cooling-Fan) wird das Filament zu langsam fest, das Druckbild schaut dann in etwa so aus:
Mit Lüfter kann zudem der Parameter "slowdown_below_layer_time" kleiner eingestellt und das Drucken beschleunigt werden:
Z Wobbling
Wiederkehrende Rillen im Druck liegen eventuell an einer Unwucht der Z-Achse, siehe auch i3 Anpassungen und Verbesserungen
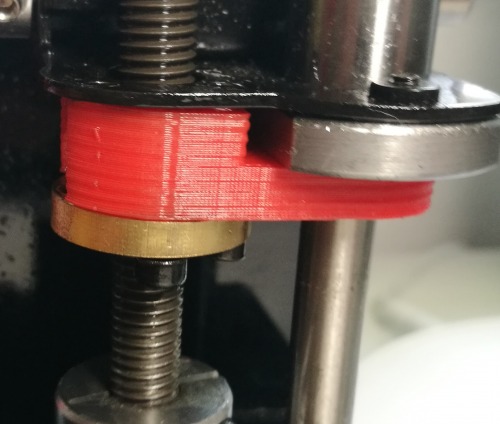
Nach dem Einbau sind die Layer wesentlich besser übereinander:

i3 Drucker-Verbesserungen, siehe: Prusa i3 basierte Drucker: Verbesserungen und Anpassungen
 ({{pro_count}})
({{pro_count}})
{{percentage}} % positiv
 ({{con_count}})
({{con_count}})