PrusaSlicer (Slic3r Prusa Edition) - Einstellungen

Der PrusaSlicer vormals Slic3r Prusa Edition ist sicherlich einer der Besten kostenlos verfügbaren Slicer. Nach einigem Hin und Her hat der PrusaSlicer für mich das Rennen gegen Cura gewonnen. Eine Hürde musste ich dabei gleich nach dem Setup überwinden. Die Machine limits in den Druckereinstellungen waren meinem Geeetech i3 Pro B zu schnell, entsprechend ist der Drucker mit der Z-Achse aus dem Takt geraten ...
Mit der Version 1.41.2 der Slic3r Prusa Edition hatte ich, aufgrund der mangelnden Geschwindigkeit der Z-Achse, anfangs ein Problem mit der Z-Höhe: der Drucker hat den Druckkopf langsam in der Glasplatte versenkt.
Als Basis für die Einstellungen habe ich einen Original Prusa i3 MK3 konfiguriert und unter Druckereinstellungen/Allgemein die Druckbettkontor auf 200x200 angepasst. Bei Verwendung eines Original Prusa-Druckers werden Standard-Vorlagen für die Druckeinstellungen mitgeliefert, welche sehr gute Ergebnisse liefern: 0,05mm Ultradetail; 0,10mm Detail; 0,15 Optimal; 0,20 Normal und 0,35mm Fast
Limits
Unter Druckereinstellungen habe ich die Limits an die folgenden Werte angepasst:
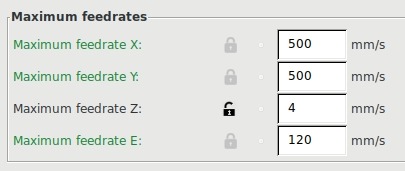
(Die Limits werden zu Beginn des GCodes gesetzt, theoretisch könnten die entsprechenden Zeilen auch einfach mit einem Texteditor entfernt werden)
Alternativ kann auch eine andere Spindel im Drucker verbaut werden, siehe: Z-Achse beschleunigen -> Spindel upgrade
Bei Druckeinstellungen: Extruder 1:

Start G-Code
Den Start G-Code habe ich mit folgenden G-Code ausgetauscht:
;Heating Bed
M117 Heating Bed
M140 S[first_layer_bed_temperature]; Set bed temp, no wait.
; Init position
M117 Homing...
G21 ; set mm units
G28 ; home all axis
G90 ; set absolute coordinates
G1 Z10 F300 ; move platform down 10mm
M117 Heating Nozzle
M104 S[first_layer_temperature];
M109 S[first_layer_temperature]; Set nozzle temp wait.
; Clean nozzle
M117 Cleaning...;Put Cleaning message on screen
G1 X70 Y0 F10000 ; move half way along the front edge
G1 Z1 ; move nozzle close to bed
G1 X100 Y0 F10000 ; move half way along the front edge
G1 Z1 ; move nozzle close to bed
G92 E0;zero the extruded length
G1 Z2 F200 E1 ; move 20 mm up, fast, while extruding 20mm
G1 Z3 F200 E2 ; move 20 mm up, fast, while extruding 20mm
G1 Z20 F200 E25 ; move 20 mm up, fast, while extruding 20mm
G1 X140 Y0 Z1 F10000 ; move half way along the front edge
M117 Printing...End GCode
G28 X0 ; home X axis
;Eject Filament
;G1 E10 F200;some preasure to the nozzle
;G1 E-100 F3000 ; eject Filament;
M104 S0 ; turn off temperature
M140 S0; turn of bed;
M84 ; disable motorsDas Auswerfen des Filament habe ich auskommentiert, beim Aktivieren der folgenden 2 Zeilen wird das Filament am Ende ausgeworfen:
G1 E10 F200;some preasure to the nozzle
G1 E-100 F3000 ; eject Filament;
 ({{pro_count}})
({{pro_count}})
{{percentage}} % positiv
 ({{con_count}})
({{con_count}})
DANKE für deine Bewertung!
Fragen / Kommentare
(sortiert nach Bewertung / Datum) [alle Kommentare(am besten bewertete zuerst)]